Finally bit the bullet and bought a TIG welder
Good to know! So far, I can agree with tig being easiest. Once I get the hang of not contaminating tungsten (crappy auto dim off-default helmet of my friends that has bad batteries doesn't help! haha) I had a lot of fun, even with the on/ off trigger. Pulsing is a little annoying.
I've got a lot of experience in gas welding. My metal instructor in class, years ago, when I was in vocational school, wouldn't let me touch a MIG until I had gas down enough to run beads, butt welded on two pieces of 20ga steel, planished and straight. I can see how welding bottom to top or keeping the torch at a 15 degree angle upward on a vertical weld, even on a horizontal stitch, would do wonders. This thing acts like a gas welder, with way more control.
The post flow of gas on this can be adjusted from 1-10 seconds. I'm gonna have to get used to entry and exit taper, once I get the pedal. I've been told that I should practice stitches with and without beads on aluminum, because it cools quicker and I can let the piece sit for less time, if I want to practice on something cold. I need to make some coupons to play with. I've also been told about stainless and chromoly = chromium gas. I'm gonna make sure my charcoal mask will work with my helmet, doing stainless and chromoly.
I stopped making the cart for the time being. I don't want to even try to finish it until this pedal is done. There were so many times that I wanted to adjust the amps, during the welding process, that I know it kept me from having a better weld.
I also decided that I ultimately hated the pedal height of the rack and gear design, shown above, because it needs dead space beneath the pedal, for rack travel clearance.
So, I redesigned the pedal with the same components and I added a few features.
This pedal will act as a junction box for the tig torch. This way, I don't have to upgrade to a 25' whip from the machine and I've got one line in a denim sleeve running across the floor to the pedal, with the super flex CK whip running from the pedal 12' to the torch.
I wanted to keep the torch trigger, because there are times where mock up tac welds will be needed. I can think of doing this a zillion times on custom headers, or even a turbo exhaust system, under a car, when I'm on my back, so a pedal isn't always ideal for that kind of set up work.
The downfall to that idea, is that I'd have the two conductor wire running down the really nice, flexable whip from the torch mounted trigger, so I'd need to jacket the torch whip, which defeats the purpose a bit.
So, I bought a 340mhz transmitter, momentary button that runs a relay, that I'll be mounting in the pedal. I'm going to take the zip tied trigger off the torch and use a velcro strap on this one. It's like a garage door opener, but it's only 1" wide, 2" long and 1/2" deep.
This way, if I really wanted to, I could even take the trigger off of the torch and use my other hand to activate the torch, wireless. I can also remove the switch from the torch for my pedal work, when I don't use it, so I don't have to plug a different torch in to the welder, to do hand trigger work.
It also came with a second remote, so I could even potentially have an aid help, if I was in an odd position, holding something with one glove and the torch in the other, to call out power/ off (on/ off sound too alike).
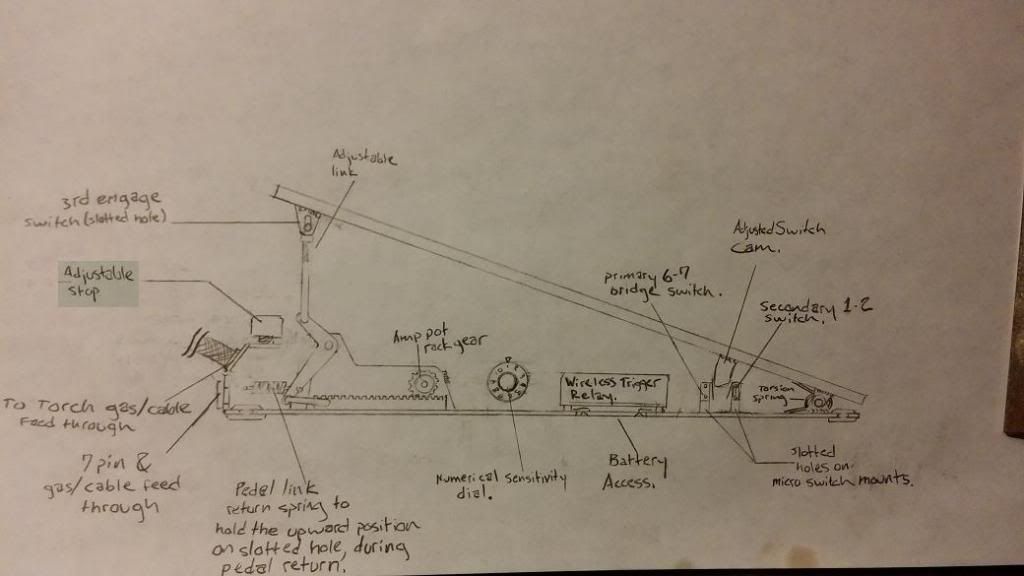
When you plug the pedal in, the machine recognizes it by bridging two of the connectors in the 7 pin setup. So, what I've done is designed the pedal so that it engages the pedal recognition on the first smidge of pedal movement , then the torch start, then the motion of the Amp control.
I'm waiting on the high flex whip, numerical dial, micro switches, transmitter, receiver relay, 7 pin connector and whip fitting for the pedal box to get it going.
The rack horizontal movement works like kickdown linkage. I can change pedal to rack ratio. The rack has 2" of movement across the gear, from the stop to stop on the potentiometer. The 2nd potentiometer/ numerical dial will be for sensitivity adjustment on the fly. I could do it with multiple holes or slots on the L linkage, but I want something quick, so I can manage different metal thickness projects easier.
Good to know! So far, I can agree with tig being easiest. Once I get the hang of not contaminating tungsten (crappy auto dim off-default helmet of my friends that has bad batteries doesn't help! haha) I had a lot of fun, even with the on/ off trigger. Pulsing is a little annoying.
I've got a lot of experience in gas welding. My metal instructor in class, years ago, when I was in vocational school, wouldn't let me touch a MIG until I had gas down enough to run beads, butt welded on two pieces of 20ga steel, planished and straight. I can see how welding bottom to top or keeping the torch at a 15 degree angle upward on a vertical weld, even on a horizontal stitch, would do wonders. This thing acts like a gas welder, with way more control.
The post flow of gas on this can be adjusted from 1-10 seconds. I'm gonna have to get used to entry and exit taper, once I get the pedal. I've been told that I should practice stitches with and without beads on aluminum, because it cools quicker and I can let the piece sit for less time, if I want to practice on something cold. I need to make some coupons to play with. I've also been told about stainless and chromoly = chromium gas. I'm gonna make sure my charcoal mask will work with my helmet, doing stainless and chromoly.
I stopped making the cart for the time being. I don't want to even try to finish it until this pedal is done. There were so many times that I wanted to adjust the amps, during the welding process, that I know it kept me from having a better weld.
I also decided that I ultimately hated the pedal height of the rack and gear design, shown above, because it needs dead space beneath the pedal, for rack travel clearance.
So, I redesigned the pedal with the same components and I added a few features.
This pedal will act as a junction box for the tig torch. This way, I don't have to upgrade to a 25' whip from the machine and I've got one line in a denim sleeve running across the floor to the pedal, with the super flex CK whip running from the pedal 12' to the torch.
I wanted to keep the torch trigger, because there are times where mock up tac welds will be needed. I can think of doing this a zillion times on custom headers, or even a turbo exhaust system, under a car, when I'm on my back, so a pedal isn't always ideal for that kind of set up work.
The downfall to that idea, is that I'd have the two conductor wire running down the really nice, flexable whip from the torch mounted trigger, so I'd need to jacket the torch whip, which defeats the purpose a bit.
So, I bought a 340mhz transmitter, momentary button that runs a relay, that I'll be mounting in the pedal. I'm going to take the zip tied trigger off the torch and use a velcro strap on this one. It's like a garage door opener, but it's only 1" wide, 2" long and 1/2" deep.
This way, if I really wanted to, I could even take the trigger off of the torch and use my other hand to activate the torch, wireless. I can also remove the switch from the torch for my pedal work, when I don't use it, so I don't have to plug a different torch in to the welder, to do hand trigger work.
It also came with a second remote, so I could even potentially have an aid help, if I was in an odd position, holding something with one glove and the torch in the other, to call out power/ off (on/ off sound too alike).
When you plug the pedal in, the machine recognizes it by bridging two of the connectors in the 7 pin setup. So, what I've done is designed the pedal so that it engages the pedal recognition on the first smidge of pedal movement , then the torch start, then the motion of the Amp control.
I'm waiting on the high flex whip, numerical dial, micro switches, transmitter, receiver relay, 7 pin connector and whip fitting for the pedal box to get it going.
The rack horizontal movement works like kickdown linkage. I can change pedal to rack ratio. The rack has 2" of movement across the gear, from the stop to stop on the potentiometer. The 2nd potentiometer/ numerical dial will be for sensitivity adjustment on the fly. I could do it with multiple holes or slots on the L linkage, but I want something quick, so I can manage different metal thickness projects easier.