Foundation
We made a start today on the shortblock. Just easing into it.

Here we've milled the #5 main cap on one side to facilitate oil pump clearance. We also used a 12 point nut. Lots of clearance now.
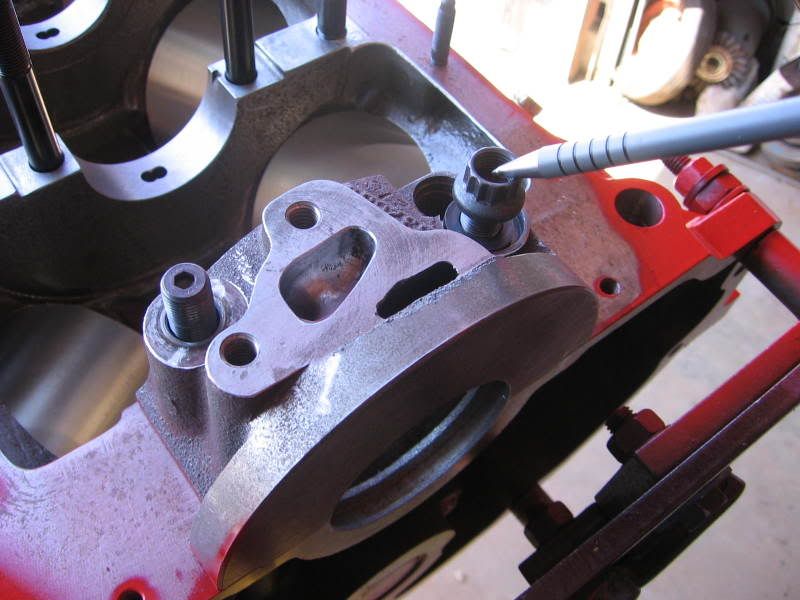
Oil feed was chamferred and radiused for flow.

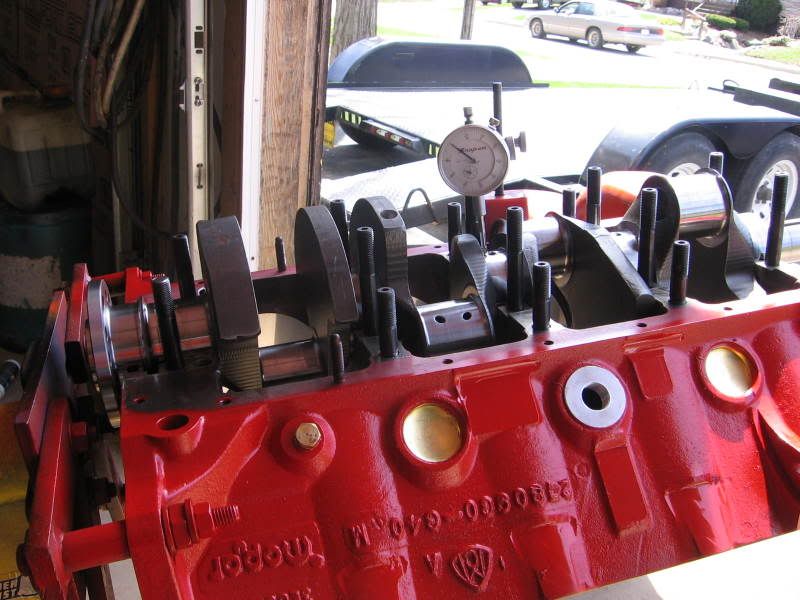
Finally we checked crank run-out. There was NO appreciable measurement. That would be under .oo1". This is typical Callies work. And my machinist had the hoan bang on.
We made a start today on the shortblock. Just easing into it.
Here we've milled the #5 main cap on one side to facilitate oil pump clearance. We also used a 12 point nut. Lots of clearance now.
Oil feed was chamferred and radiused for flow.
Finally we checked crank run-out. There was NO appreciable measurement. That would be under .oo1". This is typical Callies work. And my machinist had the hoan bang on.